全国免费咨询热线
13528624625
免费咨询热线
13528624625模具单头电加热管因为尺寸可以根据模具孔灵活订做,安装方便,热效率高被广泛运用到各行各业。模具单头电加热管可以安装在不锈钢模具、铁模具、铝模具、铜模具中,像切刀、封口机、包边机、压合设备等都是使用的模具单头电加热管。
但是很多使用者在使用模具单头电加热管的时候发现模具单头电加热管有时时候特别容易坏,要经常更换。他们很想知道模具单头电加热管为什么容易坏,什么样的模具单头电加热管寿命好呢?
想要解决模具单头电加热管容易坏的问题,设计模具单头电加热管要从以下几方面来入手:
一、设计条件
我们想要加热一个模具,要尽可能的多,尽可能均匀的开孔,这样才能使模具的加热温度均匀。
确定好模具的开孔直径和长度,就能确定模具单头电加热管的管径和长度。已知管径和长度再结合模具的工作温度就能确定模具单头电加热管的电压和功率。
模具工作温度100度的时候,模具单头电加热管的表面负荷是1W/cm2。
模具工作温度200度的时候,模具单头电加热管的表面负荷是2W/cm2。
模具工作温度300度的时候,模具单头电加热管的表面负荷是3W/cm2。
模具工作温度400度的时候,模具单头电加热管的表面负荷是4W/cm2。
如果模具想要更高的工作温度,也可以用仿进口工艺制作模具单头电加热管,最高可以做20W/cm2.
这样设计模具单头电加热管的表面负荷是大概预估了加热管表面温度与模具之间的温度差。
二、材质选择
模具工作温度100度的时候,模具单头电加热管的表面大概在250-300度,这时候应该选用耐温300-400度左右的不锈钢304材质。
模具工作温度200度的时候,模具单头电加热管的表面大概在350-400度,这时候应该选用耐温300-400度左右的不锈钢304材质。
模具工作温度300度的时候,模具单头电加热管的表面大概在450-500度,这时候应该选用耐温500度左右的不锈钢321材质。
模具工作温度400度的时候,模具单头电加热管的表面大概在550-600度,这时候应该选用耐温700度左右的不锈钢310S材质。
如果想要模具工作温度更高,就需要选用耐温700-800度的进口英格莱材质840/800等。
一些对模具单头电加热管使用要求较高,寿命要求更长的使用者也会选择立林电热模具单头电加热管,因为立林电热公司生产的单头电热管是行业里比较有品质,功率高,使用周期长,口碑好等因素。正常工作温度超过300度的使用者,都会选择东莞市立林电热制品有限公司的模具单头电热管。
三、安装方式
模具单头电加热管安装方式非常重要,我们要按照以下3个要求来安装:
1、模具孔与模具单头电加热管的管表面单侧间隙不超过0.05mm,空隙过大会影响模具单头电加热管的热传导。
2、模具单头电加热管安装的时候要清理模具孔,以免有之前加热管加热后结碳留下的残渣。这个残渣会影响模具单头电加热管安装和导热。
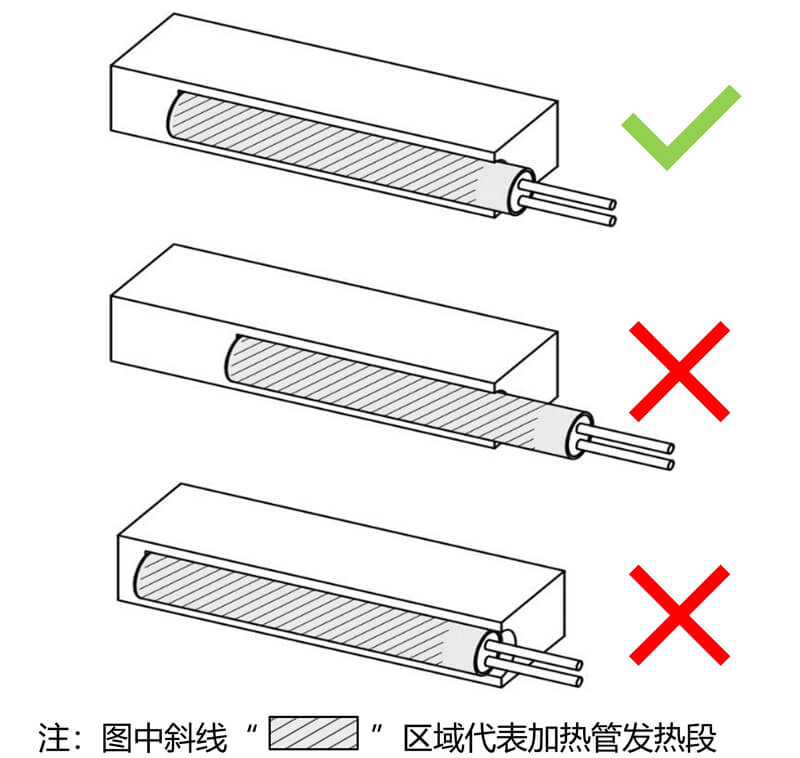
3、模具单头电加热管安装时候加热区不能漏出模具,因为漏出模具的部分裸露在空气中,热传导比较慢,当热量传输不及时,模具单头电加热管表面温度过高,就会烧坏模具单头电加热管。
模具单头电加热管安装的时候也不能太深入孔内,这样模具单头电加热管的封口和导线可能会因为温度过高而烧坏。
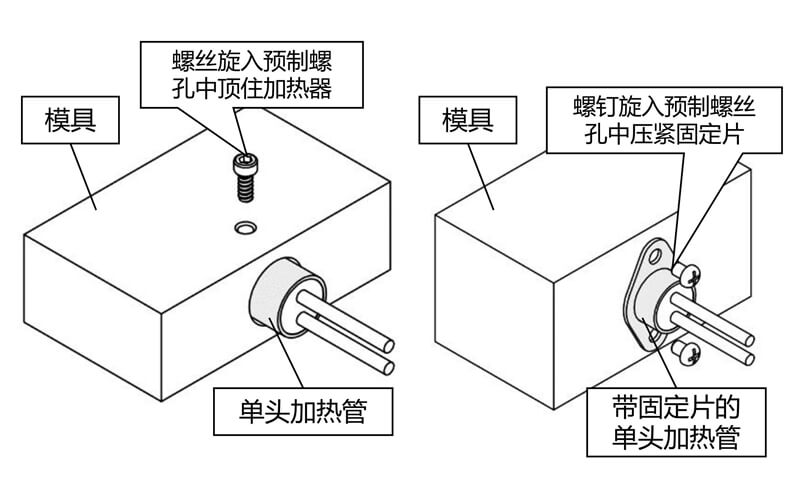
4、模具单头电加热管要固定牢,可以用安装预制螺孔顶住加热管,后者加固定挡位片来固定电热管,保持模具单头电加热管不晃动,以免产生上一条所讲的不良后果。
5、模具单头电加热管应尽量在风气流通的环境中使用,有利于管表面的温度快速传导出去。
四、控制温度
模具单头电加热管在使用的时候一定要加入温控监控,要使温控保证不能超过模具单头电加热管可承受的最高耐温上限。
以上内容就是对模具单头电加热管的设计、材质的选择、使用条件、安装等相关问题的解答,想要模具单头电加热管不容易坏一定要按照上面几点来选择,这样模具单头电加热管的使用寿命才会更长。




